
6 月 16, 2021 | 工业介质
拨丝抽茧,层层解析,一起来消除关于基础油的一些不确定性吧! 随着市场上可用基础油类型和数量的不断增加,润滑油供应商也在不断努力来解析不同类型基础油之间的差异,以便更好地了解基础油提供的相对性能优势。下面介绍了一些润滑油配方开发人员在开发顶级机油时最常提出的与基础油相关的问题。 基础油是构成润滑油的主要成分,占乘用车或重型车发动机油配方的75%至90%不等。不同基础油的性质彼此之间差异很大,可对润滑油性能带来很大影响。需要使用添加剂来增强基础油的性能,并为润滑油提供额外的有利特性,例如,耐磨保护和清净性。 1、不同基础油的名称和特征...
6 月 16, 2021 | 工业介质
《极压锂基润滑脂(GB/T 7323-2008)》与日本工业标准JIS K2220-2003《集中供油用润滑脂第4类》的一致性程度为非等效。本标准代替GB 7323—1994《极压锂基润滑脂》。 本标准与GB 7323—1994相比主要变化如下: 1.由强制性标准修改为推荐性标准; 2.极压锂基润滑脂1号和2号的滴点由170℃改为175℃; 3.防腐蚀性结果表述方式由“不大于1级”改为“合格”; 4.增加了第3章分类和标记; 5.增加了第5章检验规则。 本标准由全国石油产品和润滑剂标准化技术委员会(SAC/TC 280)提出。...
6 月 16, 2021 | 工业介质
1.设备漏油一般分为渗油、滴油、流油三种: (1)渗油。对于固定连接的部位,每半小时滴一滴油者为渗油。对活动连接的部位,每5min滴一滴油者为渗油。 (2)滴油。每2~3min滴一滴油者为滴油。 (3)流油。每1min滴五滴以上者为流油。 设备漏油程度等级又分为严重漏油、漏油和轻微漏油三等。 2.漏油防治方法 治理漏油的十种方法,即:勤、找、改、换、缠、回、配、引、垫、焊的设备治漏十字法。 (1)勤:勤查、勤问、勤治; (2)找:仔细寻找漏油部位和原因; (3)改:更改不合理的结构和装置;...
6 月 16, 2021 | 切削液, 工业介质
乳化油是由基础油、乳化剂、防锈剂、油性极压剂、稳定剂、防腐剂、消泡剂等组成。其中前三者是主要成分。而其他的添加剂则根据乳化油的成分和使用情况而定。乳化油的组成比较复杂,因此对其配制工艺要求也很严格。 实验证明,乳化油的稳定性、乳化能力、乳化液的稳定性、防锈性及其切削性能等,除与乳化油配方有关外,还与配制工艺也有很大的关系。 配制乳化油工艺应考虑的因素: 1)乳化剂(复合乳化剂更好)的化学结构与油相的化学组成相适应,并确定适当的剂量; 2)两种液相的密度要小; 3)两种液相界面张力要小; 4)连续相(外相)的粘度宜高;...

6 月 16, 2021 | 工业介质, 淬火液
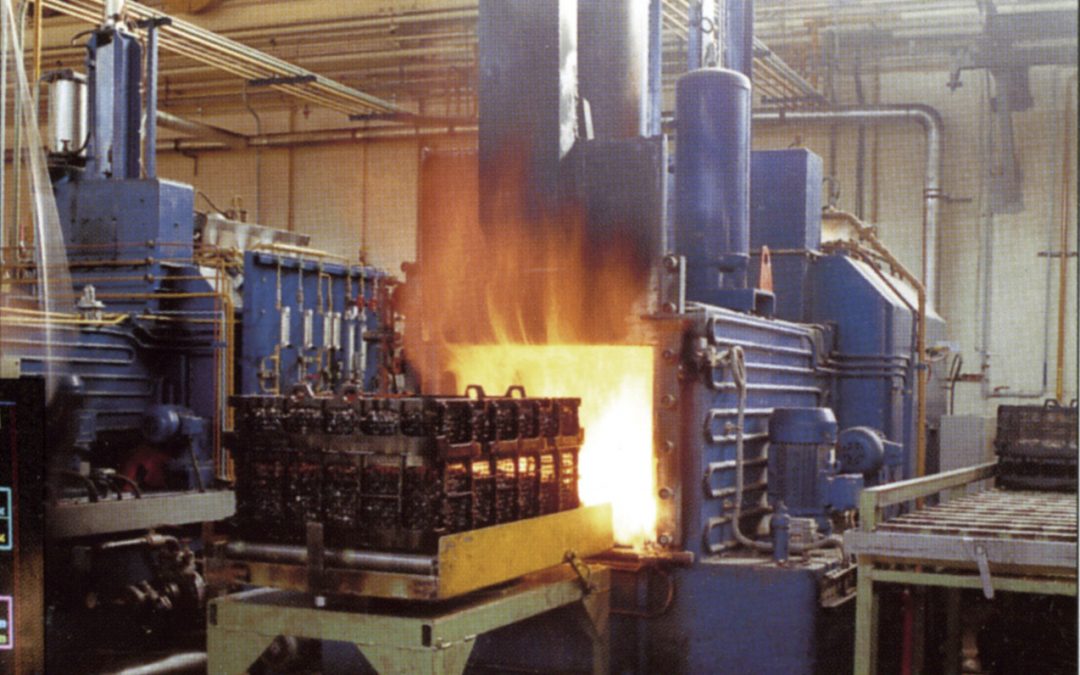
淬火油在使用过程中会产生或多或少的问题,淬火油温度过低,油品冷却性能下降,油品产生炭黑等,那么针对这些问题该如何让处理呢? 怎样清除淬火油造成的炭黑和氧化皮? 炭黑和氧化皮都是吸附剂,吸附淬火油中的添加剂,加速淬火油性能的变坏。因此,定期清除炭黑和氧化皮,对淬火油的维护十分重要。清除淬火油的造成的炭黑,可以使用柴油和煤油,清洗剂清洗具体的清洗溶剂,根据自己的情况进行选择。在清除炭黑和氧化皮的同时,将油泥一起清除也会提高淬火油的质量。 淬火油冷却性能下降的解决办法!...
6 月 16, 2021 | 切削液, 工业介质
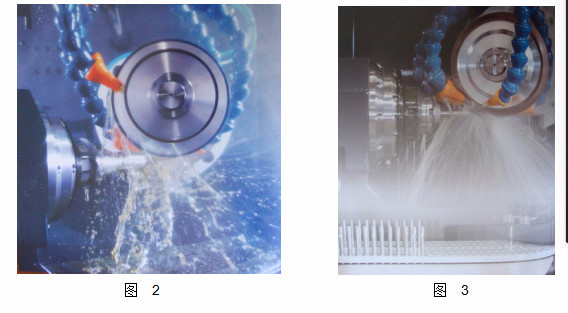
对于刀具制造商来说,在刀具制造过程中,除了需要考虑设备、砂轮等因素,还有一个不可忽视的问题,就是合理选择磨削液与磨削油。 (1)磨削液的选择。硬质合金材料本身硬度较高且脆性较大,磨削加工温度可达1 000 ℃左右,但产生的大量热量中只有15%随磨屑带走,8%随工件带走。对于应用于硬质合金刀具制造的磨削液,其应具备性能特点如下: ①较好的润滑性能、极压性能; ②优异的冷却性能,可以及时冲走磨削产生的磨屑和砂轮磨损的砂粒;③较好的抗泡性,确保磨削液在大流量和高速磨削状态时不产生泡沫,有效保证冷却性和清洗性;④有效防止钴的析出。...

6 月 16, 2021 | 切削液, 工业介质
在金属加工中,切削液产生的油雾有什么影响,该如何避免? 首先我们来看下油雾是什么,如何产生的?当切削液油滴的颗粒小到足以悬浮在空气中,同时它的数量大到足以形成雾状,即为油雾。 油雾产生主要是下面两种情况: 一、雾化是机械能转化为液滴表面能的过程。主要是液体对系统内的固定及旋转部件的冲击,并被其打碎,形成细小的液滴悬浮于工作环境的空气中。 二、蒸发是切削产生的大量热,传递到切削液表面,使其沸腾和蒸发,产生油蒸汽,并与空气中的小颗粒液滴或其他粒子凝结成油雾。...
6 月 16, 2021 | 切削液, 工业介质
液压油的泡沫问题是直接关系到液压系统能否正常使用的关键指标。 一般来说,液压油的泡沫可能导致的危害: 1、液压系统振动,引起液压系统工作不稳定; 2、液压油的温度升高,对液压油的寿命产生影响。 液压系统运作中产生的泡沫会直接导致液压系统不能正常高效运作。振动和噪声等等情况产生的主要原因就是液压油在液压系统中产生了泡沫而导致的,这样会影响生产效果和本身的利益。 很多人会不断更换液压油提高成本,却不能根本解决泡沫问题。液压油起泡沫的原因有很多方面,在此最方便和能够解决泡沫问题的非液压油消泡剂莫属。...
6 月 16, 2021 | 工业介质, 淬火液
1、水: 优点:汽化热高,传热系数较高,化学稳定性好,很便宜,使用方便。 缺点:冷却速度随水温的变化而发生明显变化。650-550℃区间冷却速度小于300-200℃区间。因在奥氏体不稳定区域冷却速度低,故会出现淬不硬现象。淬火件在淬火时还会产生巨大的应力,造成开裂和变形。蒸汽膜阶段长,易生气泡。在淬火件的凹槽和孔内蒸汽不易逸出,造成冷却不均,因此易出现软点。 用途:只用于小截面、外形简单的碳素钢件错淬火,工作表面较光洁。...
6 月 15, 2021 | 切削液, 工业介质
切削液的类型人们掌握有乳化型切削液、半合成切削液和全合成切削液,但是为什么全合成切削液应用一段时间后变白是怎么回事?这需要看您应用的是哪种切削液,今天切削液厂家与大家简单分享一下: 乳化切削液为乳白色,乳白色属于一切正常条件。半合成切削液,一般为透明色,全合成切削液,全透明水溶液(加入染色剂、蓝色、橙色、荧光绿色等)。 半合成切削液在应用一阵子后,切削液会变得越来越白(呈现乳化情况)可能导致的直接原因是油颗粒物扩大,分子结构是有吸引力的,水溶切削液中油颗粒物越大,越呈奶白色。 一般来说,半合成切削液的可靠性越好,越不容易发白。...
6 月 15, 2021 | 切削液, 工业介质
切削液与金属切削液是同义词,所以并无本质上的区别,叫法不一样。切削液按油品化学组成分为非水溶性(油基)液和水溶性(水基)液两大类。所以水溶性金属切削液实际上是后者,也可以称为水基切削液。其实切削液也叫金属切削液等等。下面切削液厂家来详细谈谈金属切削液的哪些功能?...
6 月 15, 2021 | 切削液, 工业介质
硬质合金切削液广泛应用于各种硬质合金金属,例如高速钢,碳钢、不锈钢、合金、铜铝合金等原料。硬质合金制品具有较高的硬度、强度、耐磨性和耐腐蚀性,对切削液的质量也有较高的要求。 切削液需要有用的将工件与刀具隔离,发挥良好的润滑作用,否则会产生磨损,影响加工过程。对于硬质合金的加工工艺,也要求精度高,刀具表面光泽好。切削液的需求要满足这些方面,硬质金属是很难加工的金属,找到一个合适好用的切削液也是需求长久的寻觅。...
6 月 15, 2021 | 工业介质
一、轧制液温度控制 1. 初期建议将温度控制在53℃~ 55℃之间。 2. 稳定分散轧制液的定温为50℃-60℃。 3.分散技术包含独特的乳化剂、表面活化剂和温度依赖的添加剂。 4. 温度影响分散轧制油滴的尺寸和发展。当温度升高5℃~ 10℃时,颗粒尺寸增大;如果温度降低,粒径也会减小。 5. 这是该技术的主要优点,使各压延机能够优化轧制油温度范围,满足各压延机各自的需求特性。 二、PH值控制 1. 其pH值由滚动油中缓释剂的组成来控制。 2. 在轧制油制备过程中,实验室采用用户现场水样对轧制油性能进行评价和改进。 3....
6 月 15, 2021 | 工业介质, 淬火液
目前,由于淬火液在环保、技术、成本等方面的独特优势,其应用越来越多,占整个热处理淬火介质的20%,其中PAG-聚亚烷基二醇的应用更为重要和广泛。PAG是一种中性非离子聚合物,是环氧乙烷和环氧丙烷的共聚物。它的冷却能力介于水和油之间。它可以使其冷却能力接近或略大于水或使其冷却能力非常接近油;可成为以水代油的淬火介质。...
6 月 11, 2021 | 工业介质
酯类油 压缩机油的基础油可分为矿物油型和合成油型两大类。随着设备的更新换代及要求的提高,合成型基础油以特有的优异综合性满足了大部分螺杆式及往复式压缩机的润滑要求,越来越受到润滑油厂家及设备商厂家的青睐。 酯类油应用优势 适合用于压缩机油中的酯类油包括双酯和多元醇酯、偏苯三酸酯,优势如下: 1、极低的挥发度,耗油量少,仅为矿物油耗油量的1/8。 2、良好的高低温性能,热氧化安定性:其闪点和自燃点比普通矿物油高出40℃以上,使用温度比普通矿物油高出50℃。...
6 月 11, 2021 | 切削液, 工业介质
汽车轻量化发展看,大量采用轻质材料是目前汽车轻量化发展的主要方向。镁合金具有比铝合金更小的密度和更高的强度,此外,其降噪、减振性好、易散热且电导率高,预计镁合金压铸件将逐渐替代铝合金成为未来汽车轻量化的主要趋势。 乳化液。乳化液润滑性较好、价格较低,很多领域可以替代切削油,但是抗菌性差,在金属加工中已较少使用。...
-
→
-
留言
-

 切削液
切削液 淬火液
淬火液 导热油
导热油 冲剪油
冲剪油 拉伸油
拉伸油 链条油
链条油 铜铝拉丝油
铜铝拉丝油 冲压成型油
冲压成型油 微信
微信