金属机加工使用的切削液在天气热温度高的时候会发臭,味道很刺鼻,影响工厂车间环境,长期工人吸入对身体也不好,切削液变质发臭的原因主要有这3点:...
切削液发臭变质?到底是什么原因?
了解更多
金属机加工使用的切削液在天气热温度高的时候会发臭,味道很刺鼻,影响工厂车间环境,长期工人吸入对身体也不好,切削液变质发臭的原因主要有这3点:...
金属切削液使用过程中的维护 水质的好坏是一个很重要的条件。在切削液的成分中90%以上是水,配制切削液用水的质量对切削液总体性能的影响,比任何其他因素都大。因此,水质是应首先给予注意的重要因素。...
1、产生操作者皮肤过敏的主要原因 1.pH值太高; 2.切削液的成分; 3.不溶的金属及机床使用的油料; 4.浓缩液使用配比过高; 5.切削液表面的保护性悬浮层,如气味封闭层、防泡沫层。杀菌剂及不干净的切削液;...
1、在使用切削液时,有时切削液表面会产生大量泡沫,产生泡沫的主要原因 1)切削液的液面太低; 2)切削液的流速太快,气泡没有时间溢出,越积越多,导致大量泡沫产生; 3)水槽设计中直角太多,或切削液的喷嘴角度太直。...
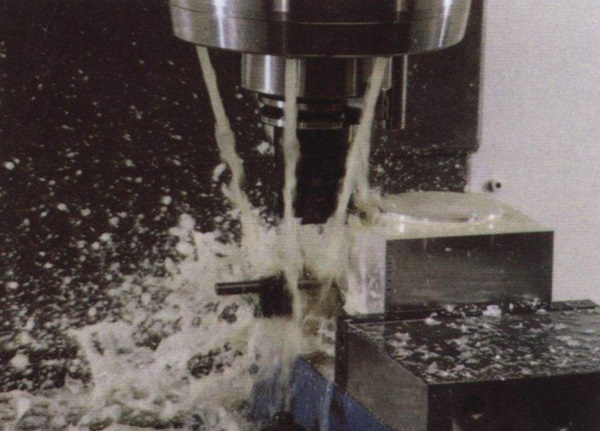
在金属加工切削液的选取中需要重点从以下几个角度进行考虑:...
水溶性切削液适用于钢、铸铁、不锈钢、铜铝及其合金等金属的切削加工,使用周期长;水溶性切削液广泛应用于大型加工中心和自动车床上。切削液变质发臭的主要原因是切削液中含有大量细菌,为避免切削液变质失效需要更换。...
金属切削油配置: 正确清槽,消毒和配制新液 排空原液:尽可能完全排空原工作液。 1.清渣:彻底清除工作液系统和存有工作液的液槽、机床表面、泵和循环管道系统及过滤系统,清除对象包括切屑、污渣、杂油、污泥等杂质,不留死角。...
切削液大体上可分为两类:以冷却为主要目的,用水稀释的水溶性切削液;以润滑为主要目的,不用水稀释的油溶性切削液。...
金属加工切削液的放置方式是桶盖端向上竖起侧放。 金属加工切削液的放置方式是侧放:温度对切削液有较大的影响,*在室外曝晒,可使切削液中的油成分分离,因此存放在室内比较好,桶盖端向上竖起。...
水溶性切削液的现场维护管理及保养一般情况下由水溶性切削液供应商的技术服务人员和用户的现场技术人员共同完成。通常可以通过检测使用中切削液的浓度、PH值、防锈性、切削液稳定性(静置后浮油/浮皂量)、微生物含量(细菌、真菌、霉菌等)以水溶性切削液...
水溶性切削液的使用较为广泛,但是很多人在使用时出现过敏现象。那么我们如何应该如何预防呢,下面我们来仔细说说。 水溶性切削液过敏主要是酸碱性的问题,还有就是里面存在一些有害的化学物质,比如亚硝酸盐之类的。...
水溶性切削液是微生物滋生的理想环境,一大群适宜的微生物会在水性切削液中滋生,是导致水溶性切削液失效的主要原因。下面我们来说说防止微生物滋生的可能措施和方法。 水溶性切削液有利于微生物滋生的原因: 1、水溶性切削液是微生物生长的理想环境...
水溶性切削液的PH值至关重要,会影响水溶性切削液的使用效果。多数金属加工液的pH 值都在8.8~9.2...
使用水溶性切削液时,偶尔会出现溶胶的现象。水溶性切削液溶胶通常是指切削液对橡胶的不适应性,即切削液对橡胶会产生一定的溶胀效果。在钕铁硼、玻璃和一些精密零配件加工中工件摆放在工作台并且用胶水粘黏固定,而非用夹具固定,在加工过程中由于部分切削液...
水溶性切削液为水性润滑剂、水溶性油、乳化油、乳化液、皂化油、皂化液、半合成润滑剂、全合成润滑剂、金属加工冷却液等润滑剂的极压抗磨添加剂;同样适用于抗燃液压液。特别适用于重负荷极压场合及苛刻工况条件下。在使用水溶性切削液时,有时候切削液表面会...
很多人为了保证和提高工件的加工尺寸精度和改善工件表面的光洁度常常会使用水溶性切削液,但是并不是任何水溶性切削液都可以达到这一效果的,为了达到这些目的,水溶性切削液需要具备下面几个性能:...

