如果你在使用或者打算使用PAG淬火剂,现就使用PAG淬火剂中比较重要的十个问题,谈谈我们的看法。
01、PAG淬火剂有哪些优点?
PAG 是高分子聚合物聚亚烷基二醇(Polyalkylene glycols)的英文缩写。PAG淬火剂的主要特点是:易溶于水,浓度易测易控,可以与水配成不同浓度、多种冷却特性的淬火液以适应不同的热处理需要;化学稳定性高、使用寿命长;淬火液不燃烧,无火灾危险;淬火时无烟气,生产环境清洁;淬火后的工件可不清洗而直接回火。由于有这些优点,PAG类淬火剂是当前国外最受推崇的水溶性淬火剂。
02、哪些场合适于使用PAG淬火剂?
PAG淬火剂主要适用于碳素结构钢和碳素工具钢,低中合金结构钢和多数渗碳钢、弹簧钢、轴承钢的整体浸淬和感应加热淬火,含碳量不超过0.25的马氏体不锈钢淬火,时效硬化铝合金固溶加热淬火等。
原来用水淬油冷的工件,改用PAG淬火剂后,可以实行单液淬火,一冷到底,获得硬度高而不裂的淬火效果。
因环保原因,不再允许使用淬火油淬火的环境,可考虑用pag或类油类淬火液取代
从聚乙烯醇淬火液改为PAG淬火剂,可以克服淬火液容易变质和有效浓度不好控制等缺点。
03、哪些场合不适于使用PAG淬火剂?
一般说,盐炉加热后的工件不适于在水溶性淬火液中淬火。
大量工件采用密集堆放形式浸入淬火液的场合,不适于用水溶性淬火液淬火。
淬火槽太小或淬火液总量太少,生产中液温很容易升到淬火液浊点温度的淬火冷却系统,不适于使用PAG淬火液。
感应加热喷淋淬火,如果没有喷淋后的淬火液回流回收装置,也不宜使用PAG淬火液,否则消耗太大。
04、选择淬火剂的首要指标是什么?
作为淬火介质,自来水优于普通机油的特点是,在淬火冷却的高温阶段冷却速度相当高,因而有利于获得更高的淬火硬度和更深的淬硬层。为什么又不能直接用自来水来代替机油进行淬火呢?原因是钢件冷到低温阶段时自来水的冷却速度过大。于是,研究开发水溶性淬火剂的首要指标就是在基本保持水在高温阶段冷却快的的同时,降低水的低温冷却速度。低温阶段最有代表性的温度在300℃附近(多数钢种的Ms在这个温度范围)。通常把钢件冷却到300℃附近时获得的冷却速度叫做所用冷却介质的”300℃”冷却速度,并用该冷却速度值来评价和选用水溶性淬火介质。
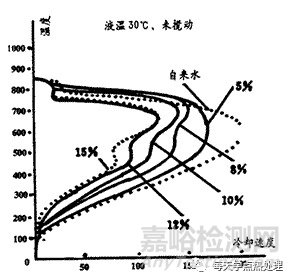
自来水和不同浓度的淬火液的冷却曲线
图中是用符合国际标准(ISO9950)的冷却特性仪测量出的自来水和不同浓度(PAG淬火剂)的冷却速度分布特性曲线。图中,纵坐标表示探棒的温度,横坐标是冷却速度。可以看出,自来水的蒸气膜阶段很长,高温冷却速度相当高,而其在300℃时的冷却速度也高,约在90℃/s附近。在自来水中加入pag后,淬火冷却速度随着浓度的增加而降低。当浓度达到约15%时,在300℃时的冷却速度降低到25℃/s附近。不管浓度高低,淬火液的冷却速度分布都始终保持着高温冷得快而低温冷得慢的特点。
那么,如何选择水溶性淬火剂呢?
首先应当注意它降低水的低温冷却速度的能力。能力越强,其防止淬裂的能力就越高。显然那些只能延长水的蒸气膜阶段(即只降低水的高温冷却速度)却不能降低水的低温冷却速度的水溶性淬火剂品种不符合这一要求。
其次,要看能否提供适当的浓度测控方法,以便在生产中能通过控制浓度来稳定淬火液的冷却速度。那些浓度测控方法太复杂,或者浓度测量方法误差范围太大的淬火剂品种,都难以在生产现场应用。
第三,要看该淬火剂品种的化学稳定性。稳定性高,才有长的使用寿命。
实际上,这三方面的要求都是关于所配淬火液的冷却特性的,分别是冷却特性的适用性,冷却特性的可控制性和冷却特性的长期稳定性。它们都是热处理生产所必须的。
05、淬火剂的浊点高低有哪些影响?
不同的PAG淬火剂品种有不同的浊点温度,因此浊点高低也是热处理工作者选择PAG淬火剂的考察因素。有的品种浊点高,有的品种浊点低。究竟是高的好还是低的好呢?工件周围液温一定的情况下,浊点低的PAG淬火剂脱溶层厚,而浊点高的脱溶层薄。脱溶层厚,可能形成的聚合物膜较厚,相反,脱溶层薄的可能形成的聚合物膜则较薄。也就是说,在相同浓度上,浊点低的品种可以获得更低的淬火冷却速度;而浊点高的就只能在很有限的范围降低水的淬火冷却速度。当一种PAG淬火剂的浊点高到水的沸点以上时,在常压下就不可能使聚合物脱溶出来,也就形不成聚合物包膜来调节工件的冷却特性。因此,PAG淬火剂的浊点不能太高。
另一方面,由于PAG淬火液要求的最高使用温度在其浊点以下约10℃,因此浊点越低,该种淬火液容许使用温度范围就越窄;浊点越高则越宽。从这方面看,浊点过低也不好。
PAG淬火液浊点越低,降低冷却速度的作用越大;而浊点越高,容许的使用温度范围越宽,把这两方面的作用相协调,一般以中偏高浊点的品种为最佳。因此,通常宜选择浊点在70~75℃范围的PAG淬火剂品种。
06、PAG淬火液的折光率读数差异与冷却特性有什么关系?
对同一种PAG淬火液,折光率读数高低就是其中PAG淬火剂的浓度高低。在通常的使用范围内,浓度越高,冷却速度越低。高浓度时适于处理容易淬裂的钢件,低浓度时适于处理要求充分淬硬且不容易淬裂的钢件。
对不同品种的PAG淬火剂所配制的淬火液,由于各品种的冷却特性级别不同,不能简单地凭折光率高低来判断它们冷却速度的高低。即不能凭折光率读数高低来评价不同品种PAG淬火液的冷却特性
07、如何减少淬火剂的消耗?
降低生产中的淬火液消耗,其作用一是可减缓淬火液浓度变化,从而更好地稳定工件的淬火质量;二是通过减少消耗又能降低生产成本。
淬火冷却过程中,PAG淬火剂靠在工件表面形成聚合物包膜来控制冷却速度,而在工件冷下来以后,应当将那层包膜再溶解回淬火液中重复使用。回溶得越充分,淬火剂消耗就越少,生产成本就越低。具体的办法有:适当增长钢件在淬火液中的停留时间;在钢件出槽后用该淬火液做冲洗;以及再用自来水浸泡一段时间,再将多次浸泡后的水补入淬火槽中。
此外,要防止淬火槽和循环冷却系统的渗漏,补加自来水时要有人负责监管,以防过量时的溢流损失。
为实现上述浸泡和清洗,常常需要有设备上的保证,最好能在生产线的设计和改造中把这些装置安排进去。
08、在使用中,热处理操作方法要做哪些改变?
从热处理的操作方法上看,PAG淬火液的使用方法与用自来水时基本相同,只是钢件的淬火加热温度可以比用油淬火时低些,比用自来水时稍高些。热处理经验告诉我们,淬火加热温度过高容易引起淬火开裂。使用PAG淬火液时,这一点也必须注意到。
09、如何调节钢件的淬火冷却速度?
首先,改变浓度可以在很大程度上调节淬火液的淬火冷却速度。其次,和自来水一样,淬火液的液温高低和淬火冷却中钢件与淬火液之间的相对流速大小都会影响钢件的冷却速度。PAG淬火液的液温升高,钢件获得的冷却速度就会降低;相反,降低液温,冷却速度就会升高。淬火时工件与淬火液之间的相对流速增大,工件获得的冷却速度就增加;相对流速减小,冷却速度就降低。
浓度、液温和相对流速,是调节PAG淬火液冷却特性的三个基本工艺参数。灵活运用好这三个因素,再结合工件淬火加热温度的升降,可以解决不少淬火冷却上的问题。比如,浓度偏低时,适当降低淬火加热温度和提高液温来防止淬裂;浓度偏高时,加快工件的摆动来保证淬硬。又比如,天冷液温升不高时,采用较高的浓度,天热时,采用较低的浓度,以便获得始终一致的淬火冷却效果。
10、淬火液在使用过程中应如何维护?
1、平时无淬火工件时,仍需对淬火槽液体进行搅拌,以防厌氧细菌的滋生。最好每天搅拌。
2、严禁油污,赃物,非指定的防锈剂和切削液进入淬火槽,否则会使淬火介质提前老化。
3、氧化皮等固体物虽对冷却速度无太大的影响,但得定期清除,以防成为细菌滋滋生的聚集死角区。
4、保持淬火液一定的PH值。
5、常压下CO,CO2气体在介质中得溶解度较低,不会对性能带来太大的影响,但氨气得溶入会使蒸汽膜阶段显著延长应避免


